
Vacuum packaging technology, as a vital component of modern packaging industries, has been widely applied across multiple fields, including food, pharmaceuticals, and chemicals. This article begins with the fundamental concepts of vacuum packaging machines, systematically introducing their working principles, main classifications, application areas, and notable features to help readers gain a comprehensive understanding of this essential packaging equipment’s technical characteristics and market applications. With increasing consumer demands for food preservation and the diversification of industrial packaging needs, vacuum packaging machines are evolving toward intelligence, energy efficiency, and modularity, becoming indispensable equipment in modern production lines.

Introduction to Vacuum Packaging Machines
A vacuum packaging machine is an automated packaging device that creates an oxygen-free environment by removing air from the packaging container. Its core functions include extending product shelf life and preserving the taste, color, aroma, and nutritional value of food. This equipment integrates three steps—air extraction, packaging, and sealing—into one seamless process, completing a packaging cycle in as little as three seconds, significantly enhancing production efficiency.
The working principle of a vacuum packaging machine is relatively simple yet highly efficient: a vacuum pump extracts air from the packaging bag, and once the predetermined vacuum level is reached, a heat-sealing process ensures that food or other products are preserved in a vacuum environment, preventing oxidation and spoilage.
The historical development of vacuum packaging machines dates back to the mid-20th century, maturing alongside advancements in plastic packaging materials and vacuum technology. Modern vacuum packaging machines have evolved from basic manual operations to fully automated, intelligent systems capable of meeting the diverse needs of different industries and businesses of varying scales. Market research indicates that the global vacuum packaging machine market is growing at an annual rate of 5-7%, with the food industry accounting for over 60% of applications, serving as the primary driver of market expansion.
The core value of vacuum packaging machines lies in three aspects:
- Extending shelf life by creating a vacuum environment, particularly for oxygen-sensitive products.
- Preserving product quality, including food texture, color, and nutritional content.
- Enhancing product appearance and commercial value, making packaging more compact and visually appealing.
For example, vacuum packaging can extend the shelf life of meat by 3-5 times and that of fruits and vegetables by 2-3 times, effectively reducing food waste.
From a technical perspective, vacuum packaging machines consist of three main systems:
- Vacuum System (including vacuum pumps, vacuum gauges, and pipelines, responsible for creating an oxygen-free environment).
- Sealing System (comprising heating elements and sealing molds to ensure airtight packaging).
- Control System (featuring electrical control cabinets and touchscreens for automated production).
The synergy of these three systems determines the performance and applicability of the machine.
With technological advancements, modern vacuum packaging machines are moving toward intelligence and energy efficiency. Next-generation devices incorporate AI and machine vision to automatically recognize products and adjust packaging parameters. Additionally, optimized heat-sealing structures and high-efficiency motors reduce energy consumption by 20-30%, reflecting modern industry’s pursuit of sustainability. These innovations not only improve packaging efficiency but also create greater commercial value for businesses.

Main Classifications of Vacuum Packaging Machines
Vacuum packaging machines can be categorized into various types based on their working principles, structural features, and application scenarios. Understanding these classifications helps businesses select the most suitable equipment for their production needs, achieving optimal packaging results and economic benefits.
By Working Principle & Structure
- External Vacuum Machines: Use an external vacuum pump for air extraction, suitable for large packaging containers (e.g., whole-box food or industrial products). Advantages include simple structure and easy maintenance, ideal for irregularly shaped or bulky items. However, their efficiency is relatively low, making them suitable for small-batch production.
- Built-in Vacuum Machines: Integrate the vacuum pump within the machine, offering a compact design, small footprint, and high efficiency. These are ideal for continuous production lines and modern food processing plants.
By Functional Features
- Heat-Sealing Vacuum Machines: Combine air extraction with heat-sealing for superior airtightness, ideal for liquid foods or oxidation-prone products.
- Modified Atmosphere Packaging (MAP) Machines: Inject inert gases (e.g., nitrogen or CO₂ mixtures) after vacuuming to further extend shelf life, particularly for high-value oxygen-sensitive foods like premium seafood and gourmet meats.
Table: Comparison of Major Vacuum Packaging Machine Types
| Type | Working Principle | Advantages | Application Scenarios | Production Efficiency |
|---|---|---|---|---|
| External | External vacuum pump | Simple structure, easy maintenance | Large/irregular items | Low |
| Built-in | Integrated vacuum pump | Compact, high efficiency | Continuous production lines | High |
| Heat-Sealing | Vacuum + heat-sealing | Superior seal, leak-proof | Liquid/oxidation-prone products | Medium-High |
| MAP | Vacuum + inert gas filling | Extends shelf life significantly | Premium seafood/meats | Medium |
By Automation Level
- Traditional Machines: Simple operation, suitable for small-batch, diverse packaging needs (e.g., small food processors).
- Continuous Machines: High-efficiency, uninterrupted operation (hundreds to thousands of packages per hour), standard in large-scale food production.
- Fully Automatic Machines: Industry-leading automation, enabling unmanned operation from product loading to packaging, reducing labor costs and improving consistency.
Specialized Types
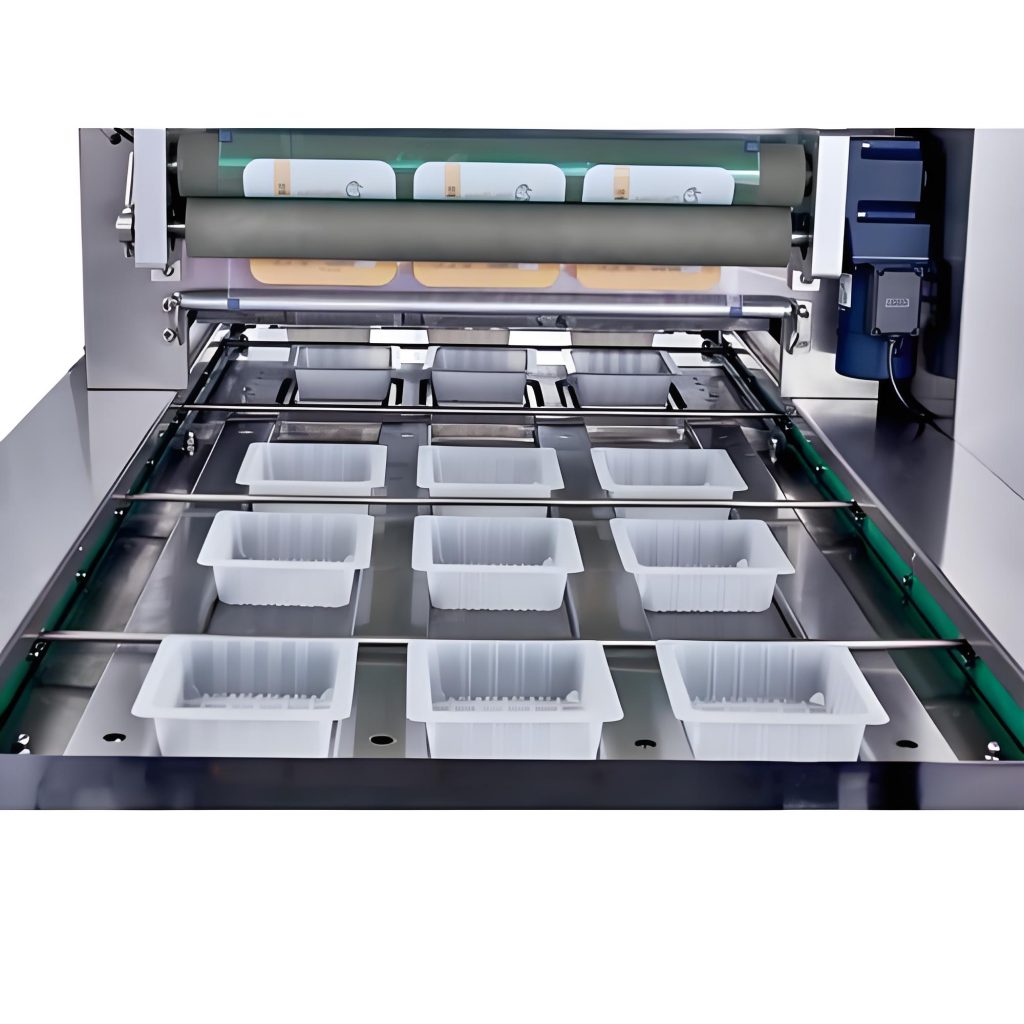
- Automatic Stretch Film Machines: Use stretch film for adaptable packaging of various shapes/sizes (e.g., ready-to-eat meals, frozen foods).
- Prefilled Bag Machines: Automate bag opening, filling, and sealing, ideal for granular/powdered foods.
- Skin Packaging Machines: Create tight, visually appealing packaging for retail displays (e.g., fresh meat, seafood).
Household Vacuum Sealers
The household market has grown rapidly, with compact, user-friendly devices like the GUGINO handheld wireless vacuum sealer (weighing only 310g, 60KPa suction, 5-second operation) extending food freshness at home, reducing waste, and improving quality of life.
Applications of Vacuum Packaging Machines
Vacuum packaging technology is indispensable in modern industry and daily life, offering exceptional preservation and product protection across sectors:
Food Industry (60%+ Market Share)
- Meat/Seafood: Extends freshness from 2–3 days to 7–10 days, inhibits bacteria, prevents freezer burn.
- Fruits/Vegetables: Slows respiration, reduces nutrient loss (e.g., vitamin C).
- Ready-to-Eat Foods: Locks in juices, extends shelf life to 15–30 days, prevents flavor mixing.
- Cheese/Fermented Foods: MAP controls gas composition for microbial inhibition and proper aging.
Pharmaceuticals & Healthcare
- Drugs: Prevents oxidation of sensitive active ingredients.
- Herbal Medicine: Avoids moisture, mold, and pests.
- Medical Devices: Ensures sterility until use, extends shelf life by 50–100%.
- Supplements: Protects oxidizable nutrients (e.g., fish oil, probiotics).
Chemicals & Electronics
- Chemicals: Prevents moisture/oxidation (e.g., dyes, resins).
- Electronics: Shields semiconductors from humidity/static.
Table: Vacuum Packaging Performance by Industry
| Industry | Products | Benefits | Shelf-Life Extension | Special Requirements |
|---|---|---|---|---|
| Food | Meat, seafood, meals | Anti-oxidation, moisture retention | 2–5x | MAP for premium products |
| Pharma | Drugs, devices | Sterility, potency preservation | 0.5–1x | High-cleanliness environments |
| Chemicals | Raw materials | Moisture/oxidation prevention | – | Inert gas filling |
| Electronics | Semiconductors | Anti-humidity, anti-static | – | Shockproof packaging |
Emerging Applications
- Agriculture: Coffee, tea (preserves flavor/aroma).
- Floral Industry: Extends vase life for cut flowers.
- Household Use: Food storage, clothing/valuables protection (e.g., GUGINO sealer prevents apple browning for 24+ hours).
Technical Features & Advantages
Modern vacuum packaging machines offer:
- High Efficiency: 3-second cycles, 3–5x productivity vs. manual packaging.
- Superior Preservation: Reduces microbial growth by 60–80%, leak rate <0.1%.
- Energy Savings: 20–30% lower power consumption, thinner eco-friendly materials.
- Flexibility: Modular designs handle solids/liquids/powders (grams to kilograms).
- Smart Controls: IoT-enabled, AI-optimized parameters, real-time quality checks.
- Safety & Ease: User-friendly interfaces, overload/overheat protection.
- Space Efficiency: 20–40% smaller footprint, handheld options for homes.
Table: Key Technical Features
| Feature | Performance | User Benefits | Future Trends |
|---|---|---|---|
| Speed | 3 sec/package, continuous | Lower labor, higher output | Faster cycles |
| Seal Quality | <0.1% leak rate | Less waste, better appearance | Smart temperature control |
| Eco-Friendly | 20–30% energy savings | Lower costs | Waste heat recovery |
| Adaptability | Modular, multi-format | Versatility | AI auto-adjustment |
Conclusion
Vacuum packaging machines are pivotal in ensuring product freshness, quality, and sustainability across industries. From large-scale production to household use, their technological evolution—driven by automation, intelligence, and eco-design—continues to unlock new possibilities, minimizing waste and maximizing value in global supply chains.
原创文章,作者:admin,如若转载,请注明出处:https://www.foodequip.net/17